
Làm thế nào để hiệu chỉnh bể điều chỉnh biến Detector
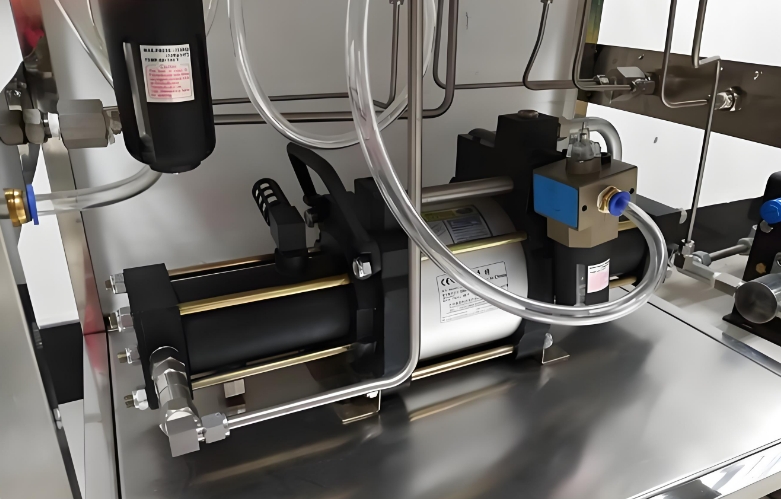
Trong quá trình kiểm tra của thiết bị kiểm tra khí kín, bình điều chỉnh dung tích được sử dụng để mô phỏng sản phẩm tiêu chuẩn hoàn toàn không rò rỉ. Nó so sánh với giá trị áp suất của sản phẩm kiểm tra và xác định xem khả năng chống nước của sản phẩm kiểm tra có đạt tiêu chuẩn hay không dựa trên hiệu số áp suất.
Cách hiệu chuẩn bình điều chỉnh dung tích
1.Chuẩn bị sản phẩm đạt tiêu chuẩn và sản phẩm không đạt tiêu chuẩn
Chuẩn bị một số sản phẩm và thông qua máy ngâm nước để xác minh xem khả năng chống nước của chúng có đạt tiêu chuẩn hay không. Bước này rất quan trọng. Sản phẩm đạt tiêu chuẩn được sử dụng để hiệu chuẩn bình điều chỉnh dung tích, sản phẩm không đạt tiêu chuẩn được sử dụng để hiệu chuẩn tham số hiệu số áp suất.

2.Thiết lập thông số thiết bị
Trước tiên, đặt thiết bị kiểm tra khí kín ở chế độ kiểm tra dung tích và điều chỉnh áp suất về phạm vi điều kiện kiểm tra yêu cầu. Ví dụ: nếu kiểm tra cấp IPX7, đặt áp suất kiểm tra là 10-15Kpa. Điều chỉnh bộ điều chỉnh áp suất, đặt áp suất kiểm tra trong khoảng từ 10 đến 15Kpa, tốt nhất là 12-13Kpa, để tránh thất bại kiểm tra do dao động áp suất.
3.Hiệu chuẩn hiệu số áp suất
Đặt sản phẩm đạt tiêu chuẩn đúng cách vào khuôn mẫu và tiến hành kiểm tra. Nếu hiệu số áp suất là dương, ví dụ: 1000pa, xoay bình điều chỉnh dung tích theo chiều ngược kim đồng hồ vài lần để tăng thể tích sản phẩm tiêu chuẩn. Điều này sẽ làm giảm áp suất sản phẩm tiêu chuẩn. Ở chế độ kín hoàn toàn, thể tích tăng sẽ làm giảm áp suất. Nếu cần, điều chỉnh nhiều lần, nhưng sau mỗi lần điều chỉnh, phải thiết lập lại và khởi động lại. Ngược lại, nếu giá trị hiệu số áp suất đo được là âm, ví dụ: -1000pa, xoay bình điều chỉnh dung tích theo chiều thuận kim đồng hồ. Cuối cùng, điều chỉnh hiệu số áp suất về trong khoảng ±200.
Trong giai đoạn cân bằng, quan sát hiệu số áp suất cho đến khi nó nằm trong khoảng ±200, cho thấy bình điều chỉnh dung tích đã được hiệu chuẩn chính xác.
4.Kiểm tra lại lặp lại để đảm bảo độ chính xác
Sau khi hiệu chuẩn, sử dụng các sản phẩm đạt tiêu chuẩn khác để kiểm tra lại. Nếu hiệu số áp suất tương tự với sản phẩm đạt tiêu chuẩn trước đó (trong khoảng ±500-1000pa), thì xác nhận hiệu chuẩn. Nếu sự khác biệt lớn, có thể cho thấy hiệu chuẩn không đúng hoặc độ lệch sản phẩm lớn. Lặp lại bước 3 để kiểm tra lại. Nếu độ lệch sản phẩm quá lớn, cải tiến quy trình sản xuất sản phẩm trước khi kiểm tra lại.
 Làm thế nào các lỗ khí đúc đượ
Làm thế nào để hiệu chỉnh bể đ
Làm thế nào các lỗ khí đúc đượ
Làm thế nào để hiệu chỉnh bể đ
 Tầm quan trọng của việc xử lý
Tầm quan trọng của việc xử lý
 Làm thế nào để đối phó với các
Làm thế nào để đối phó với các



-
No.3 Ruyi Road, Wangting Town, Xiangcheng District, Suzhou City, Jiangsu Province,